Follow Us x

Fix Excessive Recoil
Get a custom gun muzzle brake in Twin Falls, ID
A gun muzzle brake reduces recoil, muzzle rise and side movement by redirecting gases when the gun is fired. This is a common feature on anti-tank guns. Although it was first used for artillery, Lock Stock And Barrel Gunworks can apply it to smaller firearms.
Installing a gun muzzle break can cut recoil by up to 50% and improve overall accuracy. Set up an appointment to add a gun muzzle brake by calling our Twin Falls, ID shop today. 208-969-0037
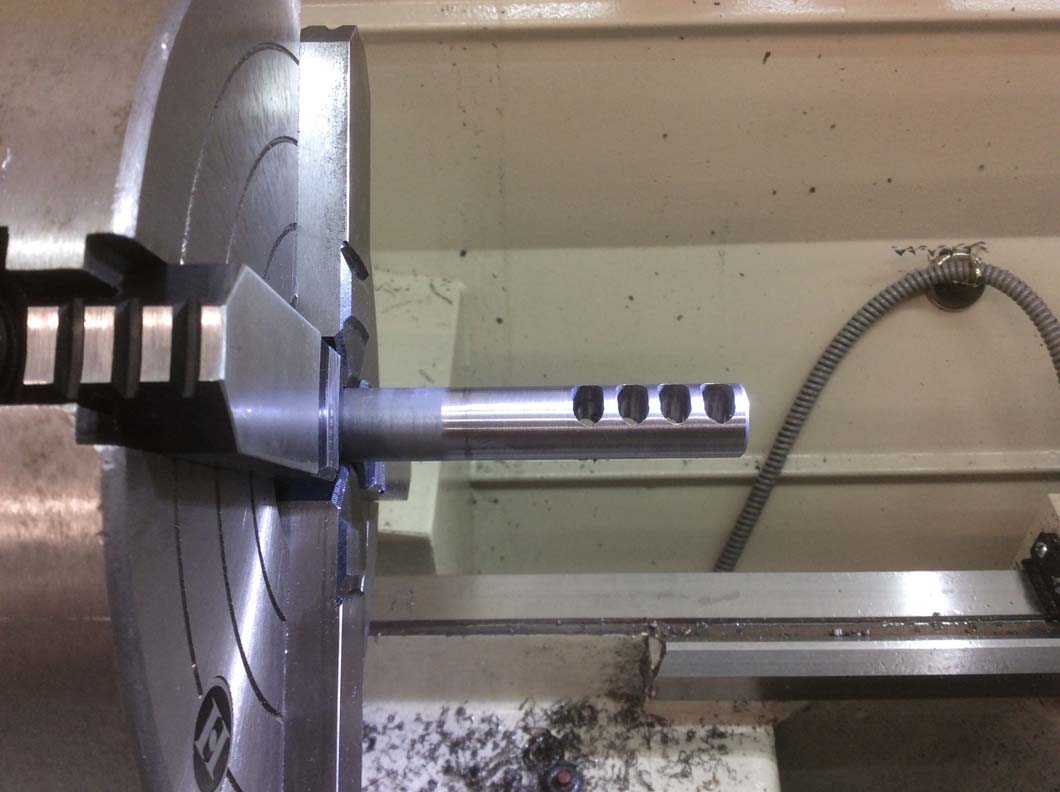
How we craft professional muzzle brakes
A muzzle brake is a blank that has ports cut into it. We'll put your gun in the lathe, face it, drill it and tap it. Lock Stock And Barrel Gunworks will create a seamless muzzle brake by...
- Centering your gun's barrel on the bore
- Threading it to a ½ by 28'' tip
- Installing the brake
- Drilling it to the correct size
- Turning it to the diameter of the barrel
You can also ask us to thread your barrel for a suppressor. Dial 208-969-0037now to learn about the muzzle brake options we have available in Twin Falls, Idaho.